鼓形齿式联轴器怎么装
荣基工业科技(江苏)有限公司「www.rokee.com」专业的鼓形齿式联轴器生产厂家,提供鼓形齿式联轴器免费选型与非标定制服务,如果想了解更多关于鼓形齿式联轴器怎么装的信息,欢迎咨询Rokee技术工程师。
鼓形齿式联轴器是工业传动系统中常用的部件,主要用于连接不同轴系,传递较大扭矩,同时能补偿一定的轴向、径向和角向位移,其安装质量直接决定了设备传动的稳定性和部件使用寿命,因此安装过程需遵循规范流程,注重每一个细节操作。安装前的准备工作是确保安装顺利进行的基础,不可忽视,需从部件检查、表面处理和工具准备三个方面逐一落实。首先要对鼓形齿式联轴器的所有零部件进行全面检查,查看齿面是否光滑平整,有无裂纹、锈蚀、毛刺或砂眼等缺陷,这些问题会影响齿面啮合精度,进而缩短使用寿命;同时检查轴孔、键槽的尺寸精度,确保与所连接的轴径和键的配合符合设计要求,避免因尺寸偏差导致安装松动或无法装配;还要检查连接螺栓、螺母及垫圈等连接件,确认规格匹配、螺纹无损伤,且具备足够的强度,避免后续使用中出现螺栓断裂等故障。

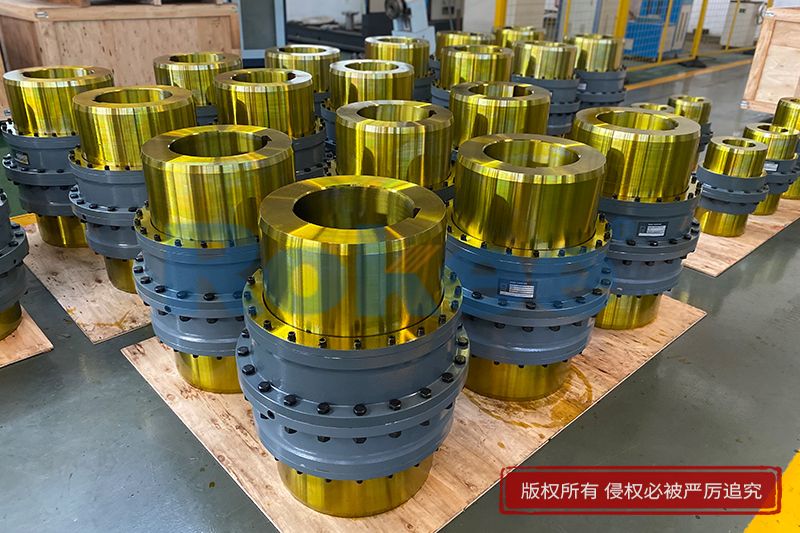
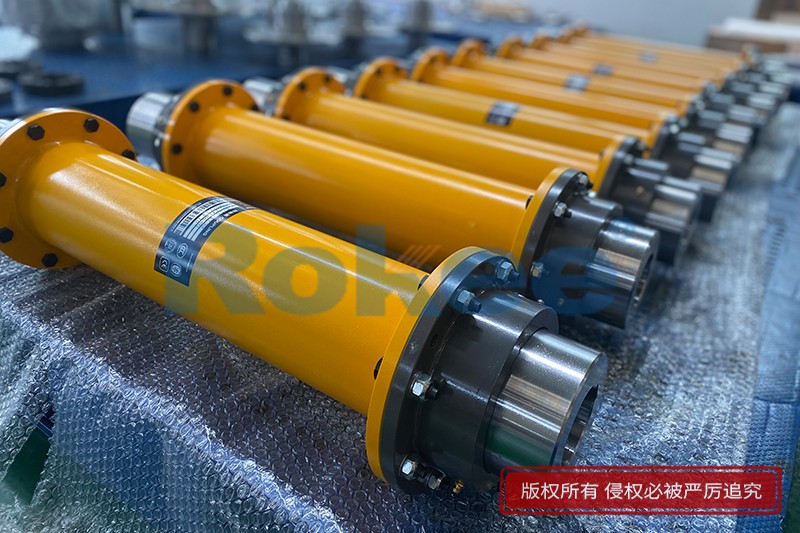
鼓形齿式联轴器是一种特别设计的先进齿式联轴器,其外齿制成球面,球面的中心在齿轮的轴线上,齿侧的间隙比一般产品稍大,可以传递较大的扭矩和允许较大的角位移,性能优异且寿命更加长久。ROD鼓形齿式联轴器结合了日本,德国等先进国家的联轴器标准技术,优化了很多细部尺寸链,采用了大压力角齿形设计,轴孔采用短轴设计,缩小了长径比,结构更加紧凑,转速性能优异。相近型号的螺栓采用标准统一化,零部件通用性好。与国家标准联轴器相比能够传递更大的扭矩,质量相对大幅度减轻,转动惯量小,为了更好的传动性能,我们强烈推荐您选用。

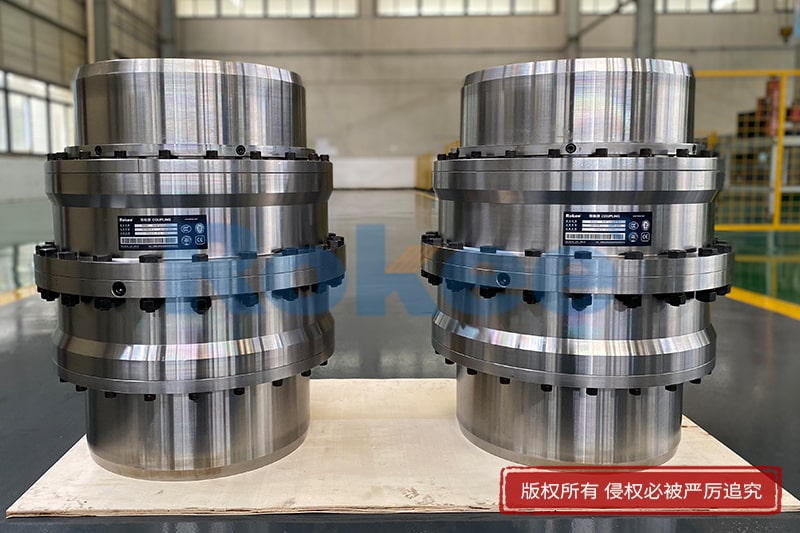
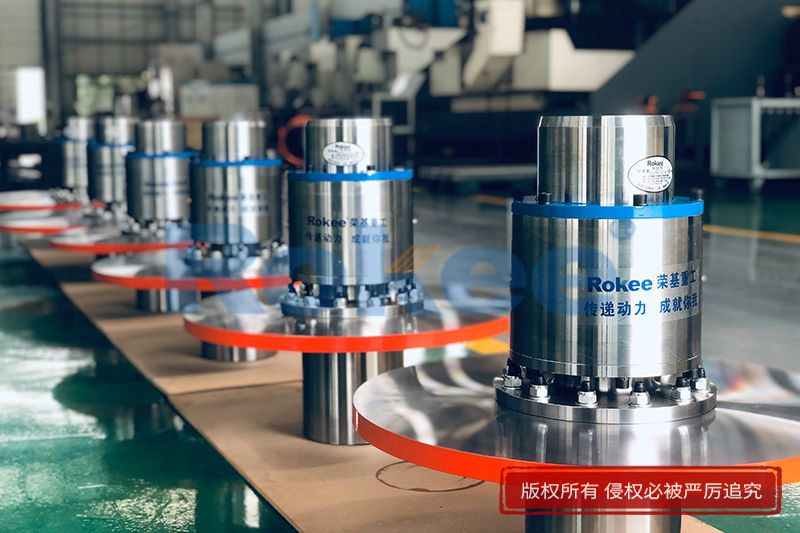
As the gear type flexible coupling, it can be applied into various general drive sites. Due to the special hook face drum gear design, in the definitive deviation scope, Curved Tooth Gear Coupling can effectively avoid the edge stress concentration at tooth meshing, so it has outstanding radial and angular centering capacity. Moreover, it can ensure long service life. ROD series drum gear coupling is one of Rokee’s core technical products. Gear Type Coupling has compact and reasonable structure, light weight, small hole-position fitting draw ratio, large pressure angle design, accurate centering and excellent speed performance. The bolt design has been standardized in series, the universality of parts is good and its service life far exceeds the one of domestic products.
表面清洁处理是安装前的关键环节,需将联轴器各部件的配合表面、轴端、轴颈等部位彻底清理干净,去除表面的油污、锈迹、防腐涂层和毛刺,可使用砂纸轻轻打磨,确保表面光滑无杂质。杂质若残留于配合面或齿隙中,会在设备运行时加剧齿面磨损,影响传动精度,甚至产生异常振动。清理完成后,需在齿套与齿毂的配合面、齿隙以及螺栓螺纹部位均匀涂抹适量润滑脂,润滑脂的选择需符合设备工作工况,填充量以占齿隙的七成至八成为宜,这样可以有效避免初期运行时齿面干摩擦,减少磨损,同时起到防锈、密封的作用。工具准备方面,需提前备好激光对中仪或百分表、千分表等精准测量工具,用于调整轴系同轴度;备好扭矩扳手,用于控制螺栓预紧力矩;备好加热设备(针对过盈配合场景)、砂纸、清洗布、润滑脂枪等工具,确保安装过程中工具齐全,无需中途停工。
准备工作完成后,进入核心安装环节,首先进行半联轴器的初步装配。将两个半联轴器分别套装在主动轴和从动轴的轴端,套装时需对准轴上的键与半联轴器的键槽,确保键与键槽贴合紧密,然后缓慢推动或轻轻敲击半联轴器,使其平稳滑入轴颈,直至与轴肩紧密贴合。需要注意的是,敲击时需避免使用过大的冲击力,可在联轴器端面垫上软质垫块,防止损伤轴颈和联轴器齿面,若为过盈配合,需采用可控热装工艺,将齿毂均匀加热至合适温度,加热温度需控制在120至150摄氏度之间,避免局部过热导致材料金相变化,影响部件强度,加热后迅速将齿毂套装在轴端,利用热胀冷缩原理实现紧密配合,套装后需等待其自然冷却,不可强制降温。
半联轴器初步装配完成后,进行轴系同轴度的调整,这是确保鼓形齿式联轴器正常运行的关键。鼓形齿式联轴器虽具备一定的偏差补偿能力,但同轴度偏差过大仍会加剧齿面磨损、产生异常振动,缩短使用寿命。调整时,将激光对中仪或百分表固定在其中一个半联轴器上,使测量表头触及另一个半联轴器的对应位置,缓慢转动轴系,记录测量仪器的读数变化,从而确定两轴在轴向、径向和角向的偏差量。根据测量结果,通过调整设备底座的垫片厚度或移动设备位置,逐步校正同轴度,调整顺序遵循先轴向、后径向、再角向的原则,最终将偏差控制在设备允许的范围内,一般情况下,径向偏差不超过0.10毫米,轴向偏差不超过0.05毫米,角向偏差不超过0.2度,具体偏差要求需结合设备设计图纸确定。
同轴度调整合格后,进行联轴器的连接与固定。将中间齿套安装在两个半联轴器之间,确保齿面啮合顺畅,无卡滞、异响,啮合间隙均匀。然后插入连接螺栓,螺栓安装需遵循十字交叉的顺序,分三次逐步拧紧,拧至规定预紧力矩的三成,第二次拧至六成,第三次拧至规定值,这样可以确保两个半联轴器的法兰面均匀受力,避免局部受力不均导致联轴器变形或螺栓松动。螺栓预紧力矩需根据螺栓规格、材质确定,通过扭矩扳手精准控制,不可过松或过紧,过松会导致传动过程中螺栓松动、脱落,过紧会导致螺栓疲劳断裂,甚至损坏联轴器法兰面。
螺栓固定完成后,进行安装后的检查与调试工作。首先手动转动轴系,检查联轴器转动是否灵活,有无卡滞、异响、松动等异常现象,齿面啮合是否平稳,若出现卡滞或异响,需及时检查齿面是否有杂质、啮合间隙是否合适,或同轴度是否存在偏差,排查并处理后再进行后续操作。检查无误后,进行空载试运行,启动设备,使其在低速下运行一段时间,密切监测联轴器的运行状态,观察设备振动、噪声情况,测量轴承温度,正常情况下,轴承温升不应超过环境温度35摄氏度,振动速度有效值应小于2.8毫米每秒,若出现异常,需立即停机检查,排查问题并处理。
空载试运行无异常后,进行负载试运行,负载需逐步增加,每个负载阶段运行2至4小时,观察联轴器的运行状态,监测扭矩传递是否平稳、润滑是否正常、各连接部位是否松动。负载试运行合格后,安装工作基本完成,后续还需做好日常维护工作,定期检查齿面磨损情况、润滑脂的油量和质量,定期补充或更换润滑脂;定期检查螺栓紧固情况,及时拧紧松动的螺栓;定期复查轴系同轴度,发现偏差及时调整,这样可以有效延长鼓形齿式联轴器的使用寿命,确保设备长期稳定运行。
需要特别注意的是,安装过程中严禁使用不合格的零部件,严禁违规操作,安装现场需保持清洁,避免杂质进入联轴器内部;安装完成后,需将现场清理干净,整理好工具和剩余零部件,做好安装记录,便于后续维护检修。鼓形齿式联轴器的安装是一项精细的工作,每一个步骤都需严谨操作,只有严格遵循规范流程,注重细节把控,才能确保安装质量,充分发挥其传动和偏差补偿的作用,保障工业设备的高效、稳定运行。
《鼓形齿式联轴器怎么装》由联轴器厂家Rokee更新于2026年1月29日,本文地址:https://www.rokee.com/xx/27389.html
鼓形齿式联轴器产品
鼓形齿式联轴器相关文章
标签:内齿形弹性联轴器 , 齿轮泵联轴器 , 齿型联轴器 , 鼓形齿安全联轴器 , 内外齿联轴器 , 直齿式联轴器 , 内齿式联轴器 , 安全齿式联轴器 , 尼龙内齿式联轴器 , WG型鼓形齿式联轴器 , 鼓形齿联轴器 , 鼓型齿联轴器 , 齿轮联轴器 , 齿式联轴器 ,
鼓形齿式联轴器,鼓形齿式联轴器厂家,鼓形齿式联轴器生产厂家,鼓形齿式联轴器制造厂家,鼓形齿式联轴器公司, 齿式联轴器厂家,齿式联轴器生产厂家,齿式联轴器制造厂家,齿式联轴器公司, 鼓形齿联轴器厂家,鼓形齿联轴器生产厂家,鼓形齿联轴器制造厂家,鼓形齿联轴器公司, 鼓形齿式联轴器厂家,鼓形齿式联轴器生产厂家,鼓形齿式联轴器制造厂家,鼓形齿式联轴器公司, 荣基工业科技(江苏)有限公司
 微信客服咨询
微信客服咨询
 微信咨询
微信咨询