弹性联轴器加工方法
荣基工业科技(江苏)有限公司「www.rokee.com」专业的弹性联轴器生产厂家,提供弹性联轴器免费选型与加工制造服务,如果想了解更多关于弹性联轴器加工方法的信息,欢迎咨询Rokee技术工程师。
弹性联轴器作为工业传动系统中核心配套部件,主要依托弹性元件的缓冲补偿特性,化解设备运转过程中的振动冲击,弥补传动轴系运行时产生的同轴度偏差,保障各类机械设备传动运行的平稳性与连续性。其整体使用性能与服役寿命,完全取决于加工全流程的工艺把控精度,从基础原材料甄选预处理,到毛坯成型、精细切削加工,再到热处理强化、弹性元件适配组装及后期动平衡调校,每一道工序都需遵循标准化加工准则,兼顾结构强度、尺寸精度与弹性适配性,规避加工瑕疵引发的传动异响、部件磨损乃至设备停机故障,适配各类轻重工业传动设备的长期运行工况。弹性联轴器加工生产无需复杂特殊工艺,但需把控细节精度与工序衔接节奏,兼顾金属基体结构稳定性与弹性部件形变适配能力,适配不同负载、不同转速的多元化应用需求。
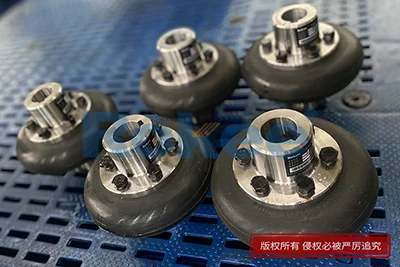

弹性联轴器是一体成型的金属弹性体,通常由金属圆棒线切割而成,常用的材质有铝合金、不锈钢、工程塑料,适合于各种偏差和精确传递扭矩。弹性联轴器含有预压橡胶的弹性化合物,可提供额外强度,延长使用寿命。轮毂材质为高强度铝合金,既轻巧又防腐蚀。 其中橡胶成分主要用于减震,使动力传输流畅、安静,从而保护驱动力以及驱动机器。弹性联轴器运用平行或螺旋切槽系统来适应各种偏差和精确传递扭矩。


Elastic coupling is a metal elastic body that is integrally formed, usually cut from metal round bars. Commonly used materials include aluminum alloy, stainless steel, and engineering plastics, which are suitable for various deviations and precise torque transmission. The elastic coupling contains an elastic compound of pre pressed rubber, which can provide additional strength and extend its service life. The wheel hub material is high-strength aluminum alloy, which is both lightweight and corrosion-resistant. The rubber component is mainly used for shock absorption, making power transmission smooth and quiet, thereby protecting the driving force and driving machines. Flexible Couplings use parallel or spiral groove systems to adapt to various deviations and accurately transmit torque.
弹性联轴器加工的首要环节为原材料甄选与基础预处理,金属基体部件多选用综合力学性能优良的碳素结构钢材,采购入库后需先行开展材质核验,排查钢材内部杂质、表层裂纹、砂眼等原生缺陷,杜绝不合格原材料流入加工环节。原材料核验达标后,按照联轴器规格尺寸进行下料裁切,严格把控下料余量,既要预留后续切削加工的损耗空间,也要避免余量过大增加加工负荷、浪费原材料资源。下料完成后对钢材坯料进行表面除锈、去氧化皮处理,通过打磨、清砂等常规方式清理坯料表层杂质与锈蚀层,保证坯料表面洁净平整,为后续毛坯成型加工筑牢基础。弹性核心配套元件多选用耐油、耐磨、抗老化的弹性橡塑材质或金属弹性构件,选材时核验材质弹性形变系数、抗疲劳性能与耐腐蚀能力,确保弹性部件可长期缓冲振动、补偿轴系偏差,适配复杂工况下的持续作业需求。
毛坯成型是弹性联轴器基体加工的基础工序,目前工业生产中常用锻造与铸造两种成型方式,可根据联轴器使用工况与负载等级合理选用。对于高负载、高转速、长期连续运行的工况场景,多采用热锻成型工艺,将预处理后的钢坯加热至适宜锻造温度,通过锻压设备反复锻打塑形,细化金属内部组织结构,提升基体部件的整体强度与韧性,规避后期使用中出现断裂、形变等问题。锻造过程中需精准控制加热温度与锻压频次,避免温度过高导致金属晶粒粗大,或温度偏低造成锻打成型不密实,毛坯成型后自然缓慢冷却,减少冷却过快产生的内应力。对于常规轻载工况下的通用型弹性联轴器,可采用铸造成型工艺,熔融钢水注入专用模具后静置冷却成型,该工艺生产效率较高,加工耗材损耗较少,适合批量常规化生产。毛坯成型后统一进行时效处理,释放毛坯内部残余应力,防止后续切削加工及长期使用过程中出现尺寸变形、结构翘曲等情况,保障后续精加工尺寸稳定性。
毛坯时效处理完成后进入核心精密机加工阶段,这是决定联轴器装配精度与传动适配性的关键环节,主要依托车床、铣床、磨床等常规精密加工设备开展多工序切削作业。首先通过粗车加工快速去除毛坯表层多余余量,粗加工联轴器两半基体的内外圆轮廓、端面及装配内孔,初步勾勒部件基础外形,预留合理的精加工切削余量,修正毛坯成型阶段产生的基础尺寸偏差。粗加工完成后进行精加工车削作业,精细化调校设备加工参数,精准把控内孔孔径、外圆直径、端面平整度等核心尺寸参数,严格控制加工公差范围,保证两半联轴器基体同轴度契合装配标准。车削加工结束后,依托铣床加工联轴器连接键槽、螺栓安装孔及弹性元件安置卡槽,键槽加工需保证侧面平整对称,深度与宽度尺寸均匀一致,避免键槽偏移导致传动受力不均,运行过程中出现卡顿、磨损加剧等问题。钻孔加工需确保孔位分布均匀、孔径规整,孔壁光滑无毛刺,为后续螺栓装配筑牢基础,所有切削加工完成后统一进行倒角去毛刺处理,去除部件边缘锋利棱角与加工毛刺,防止装配划伤操作人员,同时避免毛刺脱落进入传动间隙加剧部件磨损。
机加工完成后的金属基体需进行热处理强化处理,根据钢材材质与使用需求选用调质热处理工艺,通过淬火加高温回火的复合处理方式,提升联轴器基体的硬度、强度与抗疲劳性能,兼顾部件韧性与耐磨属性,防止高负载传动过程中出现塑性变形或断裂损坏。热处理过程中严格把控升温速率、保温时长与冷却方式,避免热处理不当导致部件出现脆裂、硬度不均等问题,处理完成后自然冷却至常温,再对部件细微形变部位进行小幅精修校正,恢复基准尺寸精度。热处理后的联轴器基体需进行精细磨削加工,打磨修正关键配合面与装配接触面,提升表面光洁度,减少部件装配贴合间隙,降低传动运行时的摩擦阻力与磨损程度,保障传动过程贴合紧密、运转顺畅。
后续进入弹性元件装配与整体组合调校环节,先对加工完成的金属基体部件与弹性配套元件进行清洁处理,擦拭干净装配接触面的油污、粉尘与加工碎屑,确保装配部位洁净无杂质。按照装配工艺顺序,将弹性元件精准嵌入两半联轴器对应的安置卡槽内部,保证弹性元件安装位置居中、贴合紧密,无偏移、挤压、松动等情况,避免装配错位导致传动受力失衡。随后将两半联轴器与配套连接螺栓、防护配件有序组装,均匀分次拧紧连接螺栓,把控螺栓紧固力度保持一致,杜绝单侧紧固过紧或过松引发的同轴度偏差。整体装配完成后需开展动平衡调校处理,将组装后的联轴器置于专用检测设备,模拟实际运行转速进行旋转测试,精准检测运转过程中的不平衡量,通过微量切削或配重调整的方式优化质量分布,校正运转偏差,消除高速运行时的振动与晃动问题。最后进行成品外观与尺寸复检,核查所有装配部位连接牢固度、尺寸合规性与弹性元件形变适配性,各项指标达标后方可入库待用,整套加工流程既保障联轴器结构牢固耐用,又能充分发挥弹性缓冲、偏差补偿的核心作用,适配各类工业传动设备稳定运行需求。
《弹性联轴器加工方法》由联轴器加工厂家Rokee更新于2026年4月27日,本文地址:https://www.rokee.com/tx/27434.html
 微信客服咨询
微信客服咨询
 微信咨询
微信咨询